Well I'm glad that worked...its sort of like what I was thinking.

Actually the V I was thinking is shown below. I was thinking you could just do a straight through cut. At the last place I worked however, we did a straight through cut, but then went back and milled out the radius for the tube to lay in. Your V seems to have achieved what that radius did.
Here is a sketch of what I'd have tried first. If the side angles are too long, then you could cut them both down equally.
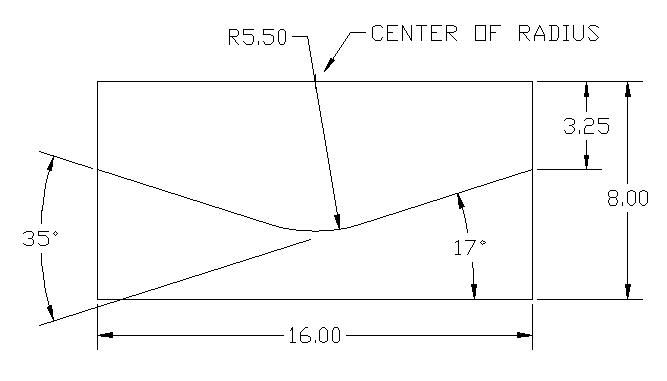
If you want to do it really well, offset that parting line a distance equal to half of your diameter each way. You should end up with an opening the size and shape of your finished tube. Lastly, remember that your material will spring back at least a couple degrees, maybe quite a bit more. To be safe I'd set up a die to be capable of overbending steel by 5 degrees, and springier materials quite a bit more.
Generally it is a good idea to have the centerline radius of the bend be a few times the diameter of the tube. Thicker walls in proportion to the diameter can be bent sharper than thin walls. If I was bending 1" OD tube with 1/16" walls, I'd probably want a 3" radius (I'd start there anyway...). If it was 3/16" thick wall, you could probably manage 2 or 2-1/2"
The V you cut actually probably is what broke the part. If you cut it straight, but have the V sides like mine, I doubt it will break. Just make sure you support the wood with metal on both parts of the press.
_________________
2005 KJ Renegade
Fabrications for sale:
Aluminum Roof Rack (See Page 9)Aluminum Gas Tank Skid --
Radiator Skid --
Front Strut ShimsComing Soon: Rear Bumpers with lots of options




















